KEJING Laboratory
科晶实验室
| (1) |
围绕薄膜生长设备的全套方案: 流延涂层,等离子溅射仪,旋转涂层,提拉涂层,等离子清洗机,滑动快速等 |
| (2) |
围绕材料成相、烧结,退火方案: 各种混料球磨机,压力机及热压机,各式精密程控箱式炉,管式炉,高温烘箱 |
| (3) |
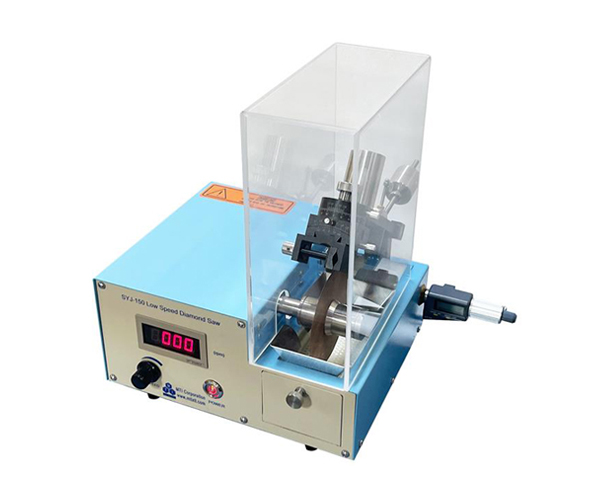
围绕材料加工方案: 外圆切割机,线切割机,划片切割机,自动抛光机,压力研磨抛光机 |
| (4) |
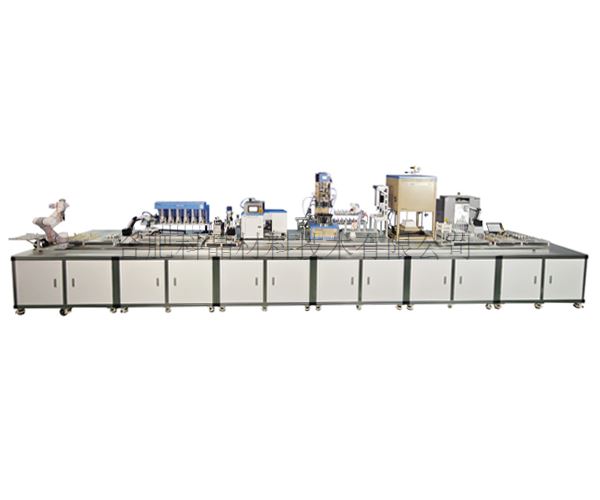
围绕新能源材料研究方案: 混料机,高温炉,涂覆机,轧机,切片机,封装机,以及检测装置 |
一张图解决一个问题系列
1、一张图系列说明 2、合肥科晶联系方式 3、科晶加热炉使用注意事项 4、科晶箱式炉使用说明
实验室小课堂
1、如何根据应用选择科晶设备 2、假期后回到实验室不容忽视的N件事 3、放假前请做好实验室及仪器维护 4、浸渍提拉涂膜机的工作原理及分类
实验室安全1分钟
1、实验安全(6):反应釜的使用注意事项(二) 2、实验安全(5):反应釜的使用注意事项(一) 3、实验安全(4): 灰化燃烧炉尾气处理提示 4、实验安全(3):通风柜的必要性
知识中心
合肥科晶专利证书
| (1) |
免费上门对科晶设备的使用进行培训和工艺指导交流。: 适用:新接触设备的科晶学生客户。 |
| (2) |
免费上门对设备进行预防性维护,减少设备故障概率。: 适用:设备数目型号较多,但是小故障较多,适用经验不足的实验室或课题 |
| (3) |
在科晶实验室进行设备体验性实验。: 适用:准备购买产品但是对产品不了解的客户。 |
| (4) |
在科晶实验室进行工艺摸索合作实验。: 适用:需要购买较多设备,但是对工艺不了解,需要摸索的客户。 |
| (5) |
远程长期技术支持。: 适用对象:经常碰到设备应用小问题,但又找不到人问的科晶客户。 |
























































 查看诚信档案
查看诚信档案


 皖公网安备 34012302000974号
皖公网安备 34012302000974号